Axeluppriktning
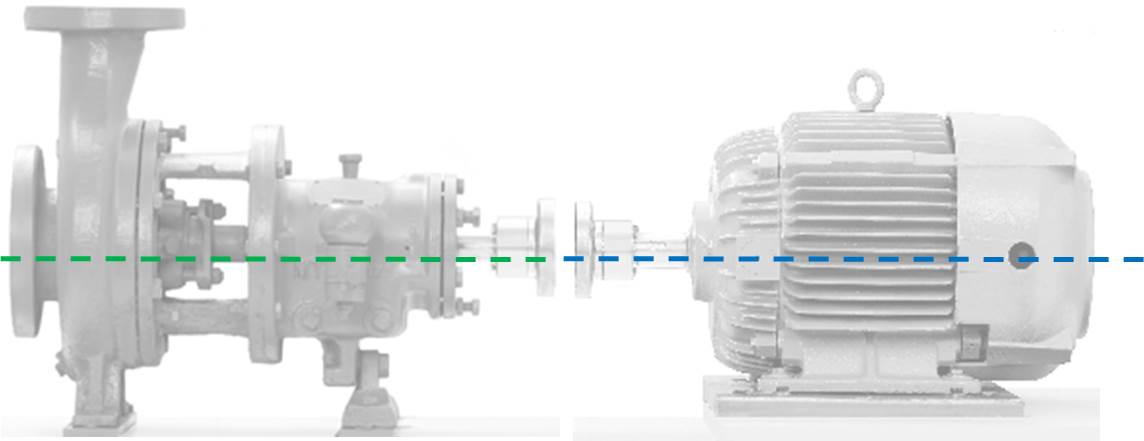
Axeluppriktning innebär justering av det relativa förhållandet mellan två maskiner, som är hopkopplade, exempelvis en motor och en pump. Axlarnas centrumlinjer, pumpens och motorns, ska bilda en rak linje när maskinerna arbetar under normala driftsförhållanden.
Vanliga metoder för axeluppriktning
Idag använder processindustrier, maskinbyggare och servicebolag i välutvecklade länder nästan uteslutande laser för uppriktning av maskiner. Tekniken ger överlägset resultat, tack vare noggrannheten i både uppmätningsfasen och uppriktningsfasen. Dessutom ger systemen ofta användaren möjlighet att kompensera för de dynamiska förändringar som påverkar maskinerna under drift.
- Axiell och radiell mätmetod (rim and face), med mätklockor
- Reverserande indikator metod, med mätklockor
- Laser baserad axeluppriktning
Nödvändigheten av axeluppriktning har varit känd länge, förr användes ofta en rätskiva som lades på kopplingshalvorna för att upptäcka om maskinerna stod fel. Detta är ett grovt sätt att rikta maskiner som inte tar hänsyn till rotationscentrum, dessutom är kopplingens tillverkningstoleranser påverkande i högsta grad. Användande av klockor fungerar alldeles utmärkt men har de svagheterna att
- den som utför arbetet måste vara erfaren och känna till hur man räknar på fel och korrektion faktor
- utrustningen måste vara styv för att undvika nedhäng som ger mätfel, vilket kan vara svårt att upptäcka
Med dagens laserbaserade metoder kan axeluppriktning utföras utan daglig erfarenhet från teknikern som utför arbetet och maskinerna kan riktas på hundradelars noggrannhet.
Vanliga fel vid axeluppriktning
För att pumpar och motorer skall stå rätt uppriktade skall deras axlars rotationscentrum sammanfalla i en linje. Därför finns det två grundfel man måste bestämma innan man börjar rikta maskinerna. Man måste mäta upp deras vinkelfel och parallell fel i förhållande till varandra. Genomför man inte en uppmätning av detta vid axeluppriktning kan man inte heller rikta maskinerna och de kommer stå fel om man inte har extrem tur, detta är ett faktum som alla som riktar maskiner känner till.
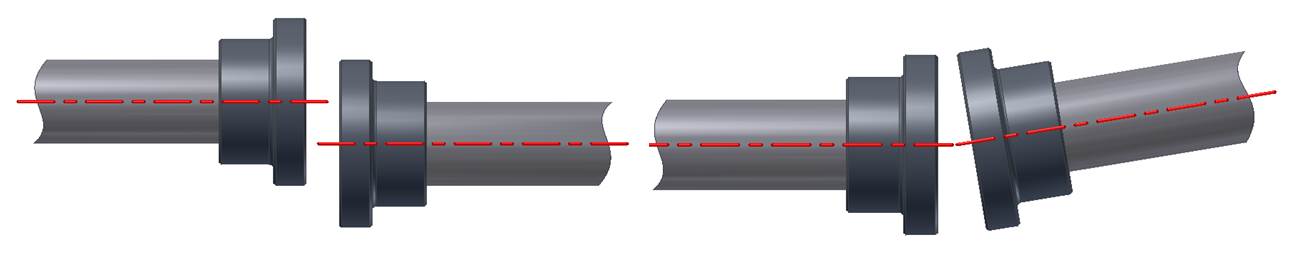
Parallellfel (vänster i bild) // Vinkelfel ( höger i bild)
Förutom att felen för parallell och vinkel fel måste mätas vid axeluppriktning, måste även dessa båda fel bestämmas i både vertikal och horisontalled. Man måste alltså för horisontalfelet justera både genom en förflyttning i sidled (parallella felet) samt en förskjutning mellan framfot och bakfot för vinkelfelet. Dessutom måste dessa justeringar göras vertikalt, dvs felen måste justeras med shims på både fram och bakfoten för att de ska stå rätt. Observera att det är inte det ena eller det andra, parallell- och vinkelfel uppträder och korrigeras samtidigt.
Korrekt uppriktade maskiner ger
- Minskat produktionsbortfall
- Ökad produktivitet
- Minskat slitage på lager, kopplingar och tätningar
- Minskade vibrationer
- Lägre kostnader för underhåll
Maskinfundament
Bra fundament är grunden för bra axeluppriktning. Före axeluppriktning, kontrollera att båda maskinernas fundament är stabila, plana och jämna. Tillse att betongfundament härdat färdigt innan maskinen sätts på plats. Observera att maskinfötterna inte skall vila direkt på fundamentet, utan använd botten-shims, exempelvis 5 mm för både stationär och justerbar maskin. Se till att ytan under maskinfötterna är ren och fri från rost. Vidare så bör den stationära maskinen shimsas något högre än den justerbara maskinen innan uppriktning. Placera därför till en början ytterligare ca 2 mm shims under varje maskinfot på denna maskin. Då har du bästa förutsättningarna inför justeringen av maskinen. OBS! När maskinen shimsas bör ej mer än fyra shims per maskinfot användas, vid stora shimspaket riskerar man att dessa ”fjädrar”.
